


 русский
русский Français
Français 日本語
日本語 Latine
Latine 한국어
한국어 Tiếng Việt
Tiếng Việt ไทย
ไทย বাংলা
বাংলা عربى
عربى Hrvatski
Hrvatski čeština
čeština dansk
dansk Nederlands
Nederlands Pilipino
Pilipino Suomalainen
Suomalainen Deutsch
Deutsch Magyar
Magyar Indonesia
Indonesia italiano
italiano Gaeilge
Gaeilge Bahasa Melayu
Bahasa Melayu فارسی
فارسی norsk
norsk Polskie
Polskie Português
Português Română
Română Español
Español Slovák
Slovák svenska
svenska Türk
Türk• A CNC késes csiszológép PLC programvezérlést alkalmaz, amely könnyen kezelhető, gyors, stabil, ...
Faipari, papírvágó, ipari késköszörű gép gyártója
-

-
 MDD-G Ultra-precíziós késes csiszológép
MDD-G Ultra-precíziós késes csiszológép• Az egész gép nagy szilárdságú portál típusú hegesztőszerkezetet alkalmaz, szilárd és kompakt ál...
-
 MDD-D/DZ automata késes csiszológép
MDD-D/DZ automata késes csiszológép• A csiszoló portál típusú ágyat, kiváló minőségű acéllemez hegesztést, magas hőmérsékletű temper...
-
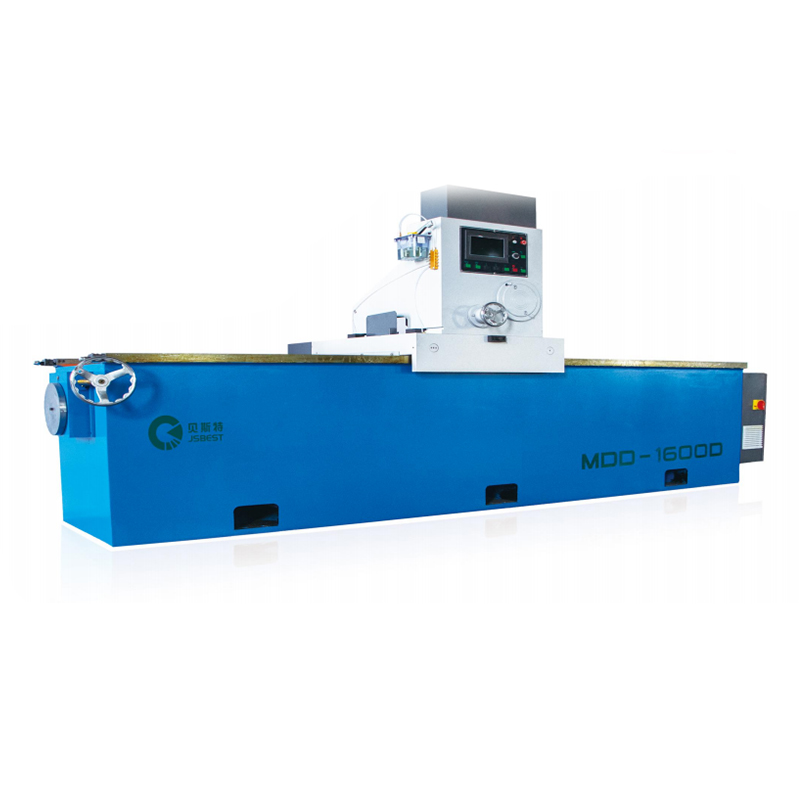
 MDD-F nagy teherbírású késes csiszológép
MDD-F nagy teherbírású késes csiszológép• A belső feszültség kiküszöbölésére nagy szilárdságú hegesztett acélszerkezetet alkalmaznak ...
-
 MDD-KD kétfejű késes csiszológép
MDD-KD kétfejű késes csiszológépA kétfejű késes csiszológép egy hatékony csiszolóberendezés, amely egyesíti a durva köszörülést é...
-
 MDD-FX nagy teherbírású felületi maró és csiszológép
MDD-FX nagy teherbírású felületi maró és csiszológépA nagy teherbírású felületi maró- és csiszológép egy hatékony feldolgozó berendezés, amely integr...
-
 MYD-C precíziós körkéses csiszológép
MYD-C precíziós körkéses csiszológép• Ez a körkéses daráló egy PLC programot alkalmaz az automatikus adagoló rész vezérléséhez, amely...
-
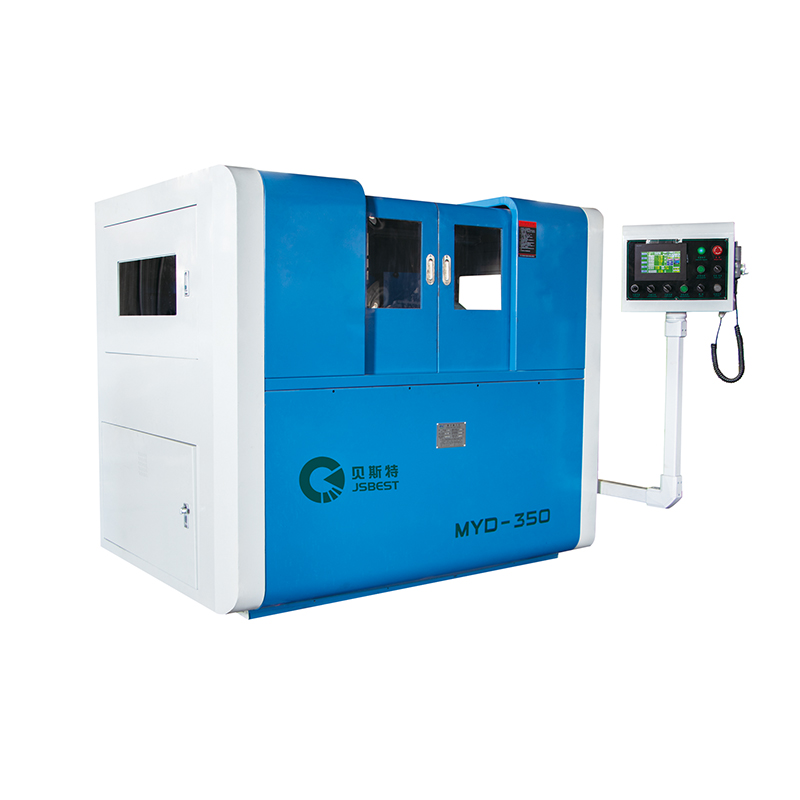
 MYD-K CNC körkéses csiszológép
MYD-K CNC körkéses csiszológépCNC körkéses csiszológép szerkezeti jellemzői: • Nagy csiszolási pontosság, az orsó és a kés t...
-
 MYD-D szabványos körkéses csiszológép
MYD-D szabványos körkéses csiszológépA szabványos körkéses csiszológép kialakítása nagy figyelmet fordít az ésszerű helykihasználásra....
-
 MYD-KF nagy teherbírású körkéses csiszológép
MYD-KF nagy teherbírású körkéses csiszológépA nagy teherbírású körkéses csiszológép egy beépített öntőágyat alkalmaz, erős szerkezettel, amel...
-
 MCD-K CNC lehúzó csiszológép (tekercselés folyamatos köszörülés)
MCD-K CNC lehúzó csiszológép (tekercselés folyamatos köszörülés)● Az MCD-K kaparócsiszoló fejlett német csiszolótechnológiát alkalmaz, és kiváló minőségű acélból...
-
 MCD-C automata kaparós csiszológép
MCD-C automata kaparós csiszológépAz MCD-C kaparócsiszoló fejlett német darálótechnológiát alkalmaz, és kiváló minőségű acélból kés...
Tanúsítványok
A Best szigorú, tudományos, innovatív és őszinte elvekhez ragaszkodik. Szigorúan ellenőrzi a minőség minden részletét, és törekszik arra, hogy minden termék kiváló minőségű legyen. A cég ISO9001 minőségirányítási rendszer tanúsítvánnyal, CE tanúsítvánnyal és termékexport-engedéllyel rendelkezik, valamint jogosult import-export tevékenységre.



Rólunk
35 éves köszörűgép-gyártási tapasztalat
Jiangsu Best CNC Machinery Co., Ltd., 35 éves köszörűgép-gyártási múlttal, mi vagyunk a Faipari, papírvágó késköszörű gép gyártója és Ipari pengék köszörűgép beszállítójaszerszámgépek, papírgyártás, nyomdaipar, faipar, textilipar, szálasanyagok, élelmiszeripar, erdészet és műanyagipar számára gyárt köszörűgépeket. Ez Kína legnagyobb professzionális köszörűgép-gyártó bázisa, és felelős a köszörűgépek nemzeti szabványainak kidolgozásáért. A cég professzionális és hatékony csapattal, mérnöki és technikai kutatóközponttal, valamint erős kutatás-fejlesztési, megmunkálási, tesztelési, összeszerelési, valamint berendezés-telepítési és üzembe helyezési képességekkel rendelkezik. A cég mindig szigorú, tudományos, innovatív és őszinte elvekhez tartja magát. Szigorúan ellenőrzi a minőség minden részletét, és törekszik arra, hogy minden termék kiváló minőségű legyen. A cég ISO9001 minőségirányítási rendszer tanúsítvánnyal, CE tanúsítvánnyal és termékexport-engedéllyel rendelkezik, valamint jogosult import-export tevékenységre. A cég mindig a piaci igényekre és az ügyfélközpontúságra összpontosít. Különféle nagy és közepes méretű precíziós köszörűgépeket gyárt, mint például MDD-K CNC késköszörű, MYD-K CNC körkés köszörű és MDD-F nehéz teherbírású köszörű, valamint Ipari pengék köszörűgépealappontossága akár 0,02 mm. Különösen a cég legújabb fejlesztésű MDD-G ultraprecíziós köszörűje ±0,005 mm/m pontosságot ér el. Minden termék saját szellemi tulajdont képez. A cég összesen 10 nemzeti szabadalmat kapott, köztük 2 találmányi szabadalmat, és számos technológiai projekt töltött ki hazai hiányosságokat. Az évek során a céget elismerték „Nemzeti Csúcstechnológiai Vállalkozás” és „Speciális, Finomított, Egyedi és Új Vállalkozás” Jiangsu tartományban. „Minőség az első, hírnév az első, irányítás középpontban, szolgáltatás a legjobb” – ez a mottónk. Kiváló termékminőséggel és lelkes vevőszolgálattal, a hazai és külföldi tisztelt ügyfelek lelkes támogatására és gondos útmutatására támaszkodva segítjük elő cégünk folyamatos és egészséges fejlődését.
Visszajelzés
Legfrissebb hírek
Ismerje meg az iparági kiállításokkal és a cégünk legújabb eseményeivel kapcsolatos információkat
-
A körkéses csiszológép használatának elsődleges előnyei a meghosszabbított penge élettartama, egyenletesebb vágási minőség, kevesebb anyagpazarlás a rongyos vagy egyenetlen vágásokból, valamint az alacsonyabb h...31
-
A körkéses csiszológép olyan ipari berendezés, amelyet a vágás, hasítás és szeleteléshez használt kerek vagy kör alakú pengék élesítésére és felületkezelésére terveztek úgy, hogy egy csiszolókorongot a penge él...24
-
A Egyenes késes csiszológép azért használatos, mert konzisztens, megismételhető élgeometriát hoz létre a hosszú ipari pengéknél, amihez a kézi élezés egyszerűen nem fér hozzá. A kézi kösz...17
-
Egyenes késes csiszológépek öt alapvető előnyt biztosítanak, amelyek nélkülözhetetlenek az ipari forgácsolási műveletekben: konzisztens pengegeometria helyreállítás, meghosszabbított kés éle...10


Termék Iparági ismeretek
1. Főbb különbségek a famegmunkáló késes csiszológép és a visszacsévélő késes csiszológép paraméterbeállításaiban
A famegmunkáló kések (pl. gyalukések, körfűrészlapok) jelentősen eltérnek a visszatekercselő késektől az anyag- és alkalmazási forgatókönyvekben, és célzott paraméter-beállításokat igényelnek:
Anyag- és csiszolókorong-illesztés:
A famegmunkáló kések többnyire gyorsacélból (HRC 56-60) vagy ötvözött acélból (HRC 58-62) készülnek, amelyek jó szívóssággal rendelkeznek, de hajlamosak a faforgácstapadásra. Így az alumínium-oxid csiszolókorongok (szemcseméret 60-100 mesh) alkalmasabbak – erős forgácseltávolító képességgel rendelkeznek, és elkerülik a famaradványok okozta eltömődést. Ezzel szemben az újratekercselő kések gyakran gyémánt vagy CBN kerekeket használnak kemény anyagokhoz, például keményfémhez.
Keményfém hegyű famegmunkáló késekhez (pl. marófejek) finomszemcsés gyémánt kerekeket (150-200 mesh) kell használni, hogy megakadályozzák a keményfém hegy letöredezését, 1800-2200 fordulat/perc köszörülési sebességgel (alacsonyabb, mint a visszatekercselő késeknél, hogy elkerüljük a hegy túlmelegedését).
Nyomás és előtolási sebesség szabályozás:
A famegmunkáló kések vágóélszöge nagyobb (általában 25°-35°, szemben a visszatekercselő kések 15°-45°-kal). A csiszolási nyomást 0,3-0,6 MPa-ra kell szabályozni – a túlzott nyomás deformálja az élt, és befolyásolja a fa gyalulási simaságát. Az előtolási sebesség 0,02-0,03 mm/menet, valamivel nagyobb, mint az újratekercselő késeknél a fagyanta maradványok hatékony eltávolítása érdekében.
Az újratekercselő kések, különösen a kerámia kések kisebb nyomást (0,3-0,5 MPa), de nagyobb előtolási pontosságot (0,01 mm/menet) igényelnek, hogy biztosítsák a fóliák vagy papírok vágási síkságát.
Hűtési követelmények:
Famegmunkáló késes csiszológép kevesebb hőt, de több törmeléket termel; így gyakran alkalmaznak sűrített levegős hűtést (emulzió helyett), hogy elkerüljék a farostok hűtőfolyadékkal való keveredését és a csiszolási terület eltömődését. Az újratekercselő késeknél az emulziós hűtés (koncentráció 8%-10%) elengedhetetlen a magas hőmérsékletű mikrorepedések elkerülése érdekében a kemény anyagokon.
2. Gyakorlati tanácsok a papírvágó késes csiszológép karbantartásához
A papírvágó kések (nyomdászatban, csomagolóiparban nagy formátumú papír vágására használják) hosszú, lapos pengeéllel és magas egyenességigényűek, így karbantartásuk a precíziós tartósításra összpontosít:
Napi ellenőrzés fókusza:
Pengefeszítő rendszer: A papírvágó kés szorítóeleme hajlamos a kopásra a lapos pengével való hosszú távú érintkezés miatt. Naponta ellenőrizze a szerelvény nyomólemezének deformációját – ha a penge elmozdul a köszörülés során, hézagmérővel állítsa be a rögzítő hézagát (≤ 0,005 mm-nek kell lennie), hogy biztosítsa a penge egyenletes rögzítését.
A csiszolókorong egyenessége: Az enyhe ívcsiszolást lehetővé tevő visszatekercselő késekkel ellentétben a papírvágó kések abszolút egyenességet igényelnek (hiba ≤ 0,01 mm/m). Hetente ellenőrizze a csiszolókorong munkafelületét egy egyenes éllel; ha homorú vagy domború eltérés van, gyémánt komóddal vágja egyenesre a kereket.
Időszakos karbantartás (2 havonta):
Lineáris vezetősín kalibrálása: A papírvágó kés csiszológép A vezetősín hosszú pengét visel (gyakran 1,5-3 m), ezért a sín párhuzamossága kritikus. Használjon lézeres interferométert a sín párhuzamosságának teszteléséhez – ha az eltérés meghaladja a 0,02 mm/m-t, állítsa be a sín pozicionáló csavarjait a pontosság helyreállítása érdekében, megelőzve az egyenetlen köszörülést a penge két végén.
Hűtőfolyadék-szűrés frissítése: Papírszálak kerülhetnek a hűtőfolyadékba csiszolás közben, ami a fúvóka eltömődését okozhatja. Cserélje ki a hűtőfolyadék-szűrő elemet 2 havonta, és helyezzen mágneses leválasztót a hűtőfolyadék-tartályba a fémtörmelék abszorbeálására, így biztosítva az egyenletes hűtőfolyadék-permetet (különösen fontos a papírvágó kések hosszú pengéjénél).
3. Az ipari késcsiszológép alkalmazási köre és modellválasztása
Ipari késcsiszoló gép egy általános kifejezés, amely magában foglalja a visszatekercselést, a famegmunkálást, a papírvágást és más pengetípusokat. Kiválasztását a „pengekategóriás feldolgozási mennyiség pontossági követelményei” alapján kell elvégezni:
Alkalmazási kör besorolása:
Könnyű teherbírású ipari késcsiszológép (teherbírás ≤ 50 kg): Alkalmas kis pengékhez, például famegmunkáló gyalukésekhez (hossz ≤ 1 m) és kis papírvágó késekhez (hossz ≤ 0,8 m). Kompakt szerkezetű (férőhely ≤ 2 m²), és alkalmas kis műhelyekbe vagy karbantartó műhelyekbe.
Közepes teherbírású ipari pengecsiszoló gép (teherbírás: 50-200 kg): Közepes méretű pengékhez, például visszatekercselő késekhez (hossz 0,5-2 m) és papírvágó késekhez (1-2 m hosszúság). Félautomata adagolással és alapvető precíziós kompenzációval van felszerelve, kielégítve a középvállalkozások (pl. csomagológyárak, kis papírgyárak) napi igényeit.
Nagy teherbírású ipari pengecsiszoló gép (teherbírás ≥ 200 kg): Nagy pengékhez, például széles visszatekercselő késekhez (2-5 m) és nagy formátumú papírvágó késekhez (3-4 m) használható. Megerősített munkapaddal, kettős meghajtású motorokkal és lézeres precíziós érzékeléssel rendelkezik, alkalmas nagyipari gyártásra (pl. nagy papírgyárak, fóliagyártó üzemek).
A legfontosabb kiválasztási mutatók:
Köszörülési precíziós alkalmazkodóképesség: Famegmunkáló és papírvágó kések esetén összpontosítson az "élegyenességre" (hiba ≤ 0,01 mm/m); a visszatekercselő kések esetében előnyben részesítse az "élsimaságot" (hiba ≤ 0,005 mm/m). Válasszon cserélhető csiszolófejjel rendelkező gépeket, hogy alkalmazkodjanak a különböző pengetípusokhoz (például a papírvágó kések lapos csiszolófejéről a visszatekercselő kések ívcsiszolófejére való váltás).
Automatizálási szint: A kisvállalkozások választhatnak kézi etetőgépeket (költségtakarékos); A közép- és nagyvállalatoknak olyan automatikus modelleket kell választaniuk, amelyek „a pengeméret-felismerési paraméterek automatikus illeszkedésével” rendelkeznek (például a gép automatikusan beállítja a csiszolási sebességet és a nyomást a pengehossz és az anyag bevitele után), csökkentve a munkavégzési hibákat és javítva a hatékonyságot.
4. Váltás a különböző pengetípusok között egy többfunkciós ipari késcsiszológépen
Sok vállalkozás többfunkciós ipari pengecsiszoló gépet használ a visszatekercselő, famegmunkáló és papírvágó kések feldolgozásához. A váltási folyamat 4 kulcslépést igényel a pontosság érdekében:
Csiszolófej csere: Cserélje ki a csiszolókorongot a penge típusának megfelelően – alumínium-oxid tárcsa a famegmunkáló késekhez, gyémánt tárcsa a visszatekercselő késekhez, és egyenes szemű gyémánt tárcsa papírvágó késekhez. Csere után kalibrálja a kerék kifutását (hiba ≤ 0,02 mm) egy tárcsajelzővel.
Rögzítés beállítása: Cserélje ki a rögzítőelemet – használjon V-alakú rögzítőelemeket a körkörös famegmunkáló fűrészlapokhoz, lapos nyomószerelvényeket a papírvágó késekhez és szegmentált rögzítőelemeket a hosszú visszacsévélő késekhez. Állítsa be a rögzítő rögzítő erejét (0,4-0,8 MPa famegmunkáló késeknél, 0,6-1,0 MPa visszatekercselő késeknél), hogy elkerülje a penge deformálódását.
Paraméterek visszaállítása: Hívja be az előre beállított paraméterkönyvtárat (vagy adjon meg új paramétereket) a gép vezérlőpultján – például állítsa be a sebességet 1800 fordulat/percre, a nyomást 0,5 MPa-ra famegmunkáló késeknél; fordulatszám 2500 fordulat/perc, nyomás 1,0 MPa visszatekercselő késeknél; sebesség 2000 fordulat/perc, nyomás 0,7 MPa papírvágó késekhez.
Próbacsiszolás ellenőrzése: Vegyünk egy tartalék pengét a próbacsiszoláshoz (5-10 perc), ellenőrizzük az élek pontosságát (egyenesség papírvágó késeknél, laposság visszatekercselő késeknél, élesség famegmunkáló késeknél), és szükség esetén kissé módosítsa a paramétereket a formális kötegelt feldolgozás előtt.
5. Szállítói referencia több típusú késes csiszológépekhez
A famegmunkáló, papírvágó és ipari pengecsiszoló gépek beszállítóinak kiválasztásakor a korábban említett szolgáltatási lehetőségeken (testreszabás, értékesítés utáni, képzés) kívül a „pengetípus adaptációs tapasztalataira” kell összpontosítani:
Előnyben kell részesíteni azokat a vállalkozásokat, amelyek több pengetípushoz kiforrott megoldásokkal rendelkeznek (pl. Jiangsu Best CNC Machinery Co., Ltd.), amelyek egyablakos szolgáltatásokat tudnak nyújtani, mint például a „többfunkciós gépek testreszabása kereszt-típusú pengecsiszoló képzés” – például szabványos ipari pengecsiszoló gép módosítása famegmunkáló kést oktató papír hozzáadásával, vágókés betanító kapcsolóval és vágókés-visszaszorító modullal. segítve a vállalkozásokat a berendezések beruházásainak csökkentésében és a felhasználási hatékonyság javításában.
- Termékek
- MDD sorozatú egyenes késes csiszológép
- MYD sorozatú körkéses csiszológép
- MCD sorozatú visszacsévélő késes csiszológép
- Gyorslinkek
- Rólunk
- Gyártás
- Ipari megoldások
- Letöltések
- Kapcsolatfelvétel
- Kapcsolat
-
-
 No.99, Huanghai South Road, Tangyang Town, Dongtai City, Jiangsu tartomány, Kína
No.99, Huanghai South Road, Tangyang Town, Dongtai City, Jiangsu tartomány, Kína -
 0086-13818631306
0086-13818631306 -
 +86-515-85652988
+86-515-85652988 -

-

